厦门钨业股份有限公司
主营:珩磨油石;硬质合金珩磨杆;金属陶瓷刀片

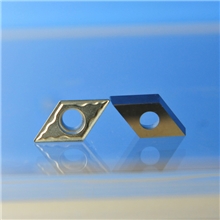
工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=

工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=

工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=
工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=

工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=

工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=
工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=

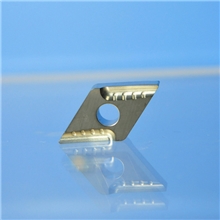
工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=280mm/min,切深Ap=
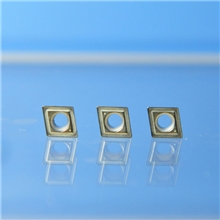
工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=
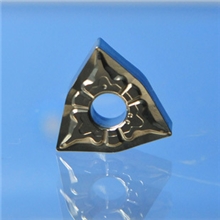
工方式:车削加工材质:45钢(含热处理),P20,SKD61等碳钢、合金钢、正火或调质合金钢刃口钝化值:0.03mm,推荐加工参数(材质越硬,选取的参数越低):速度VC=340mm/min,切深Ap=